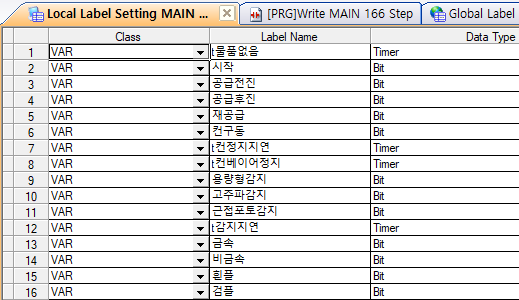
ABB WaitDI & 6개 공작물 매거진 & PLC 프로그램
![]()
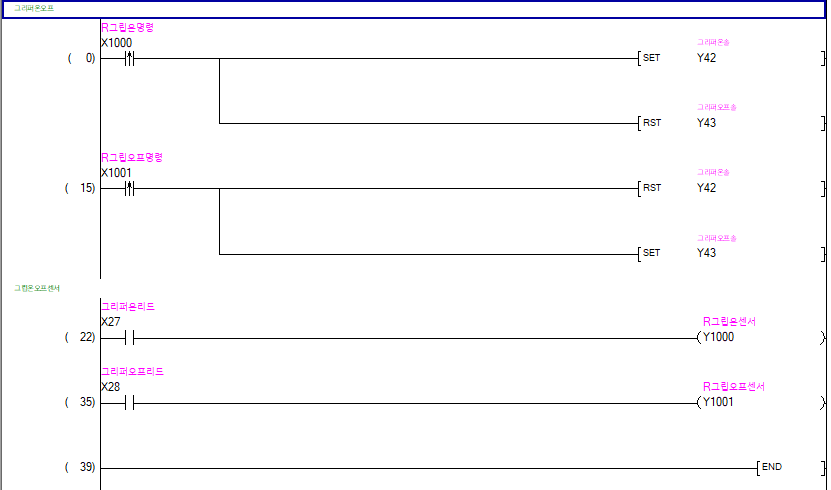
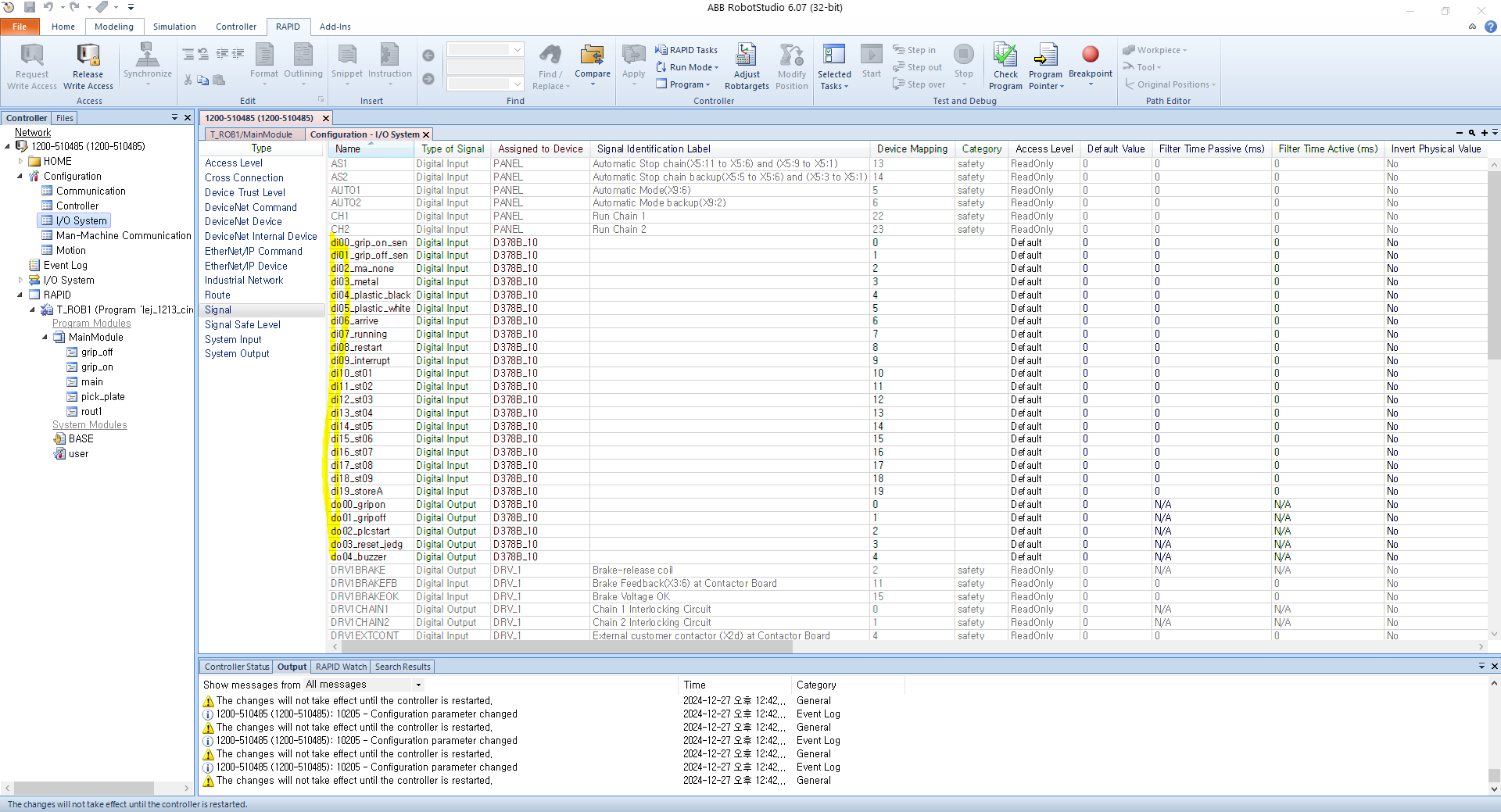
PLC에서 grip 센서 on, off 보내고, ABB RobotStudio에 적용
Request Write Access 권한 얻어 오고
Configuration > I/O System > 오른쪽 마우스 new signal
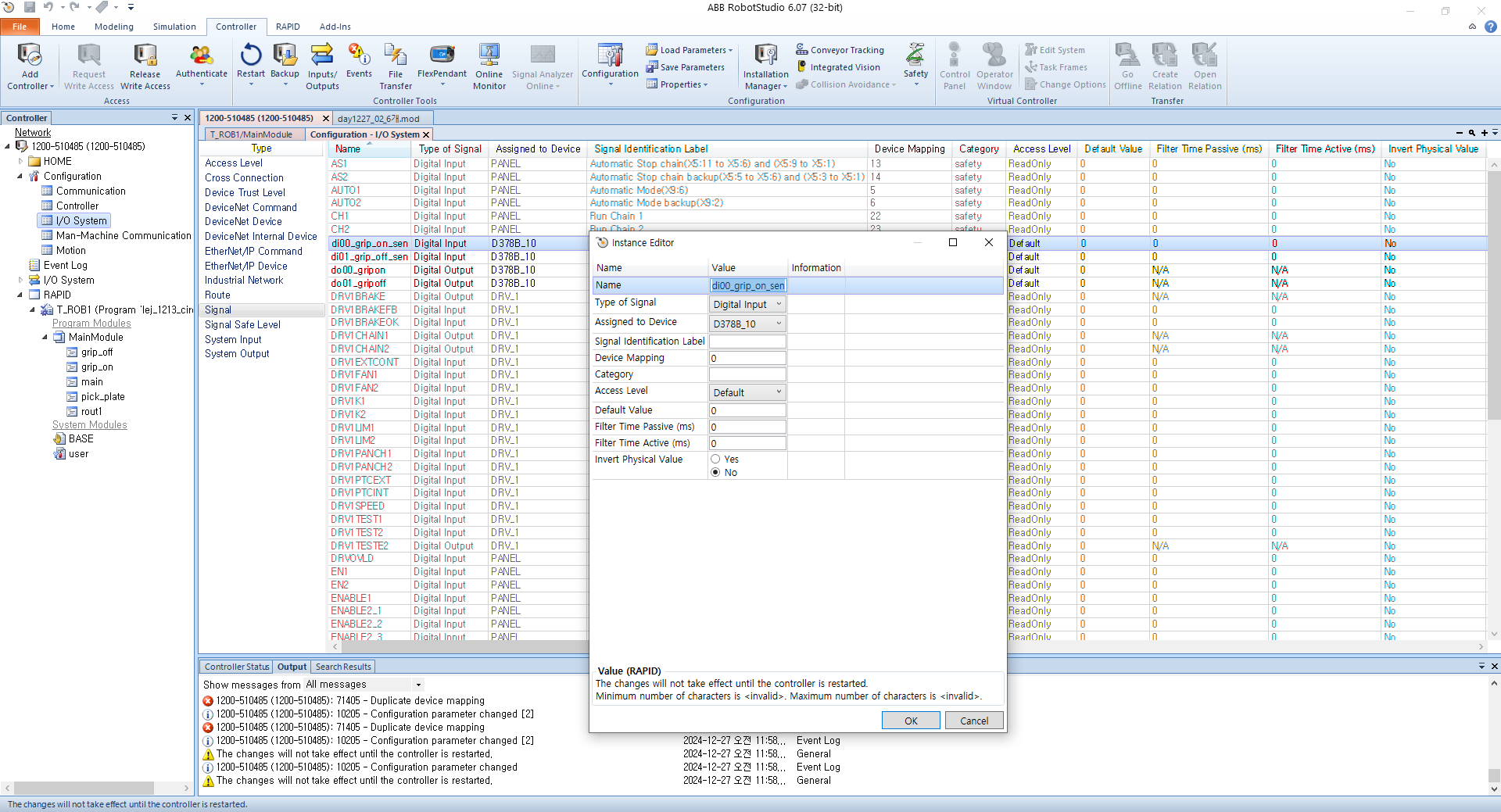

Name : di00_grip_on_sen
Type of Signal : Digital Input
Assigned to Device : D378B_10
Device Mapping : 0
Name : di01_grip_off_sen
Type of Signal : Digital Input
Assigned to Device : D378B_10
Device Mapping : 1
껐다 켜야 함 Controller > Restart
WaitDI
PLC에서 grip 센서의 on, off 유무를 받아오는 코드
WaitDI di00_grip_on_sen,1;
WaitDI di01_grip_off_sen,1;
PROC grip_on()
PulseDO\PLength:=0.2,do00_gripon;
WaitDI di00_grip_on_sen,1;
ENDPROC
PROC grip_off()
PulseDO\PLength:=0.2,do01_gripoff;
WaitDI di01_grip_off_sen,1;
ENDPROC
6개 플래이트에 공작물 옮기기 RAPID Code
MODULE MainModule
CONST robtarget pHome:=[[329.55,-26.08,334.47],[0.000108947,-0.556346,-0.830951,-8.14346E-05],[-1,0,0,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];
CONST robtarget p10:=[[-10.36,-459.24,17.37],[5.6067E-05,-0.556322,-0.830967,-8.81087E-05],[-2,0,-1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];
CONST robtarget p20:=[[476.85,-432.45,413.36],[4.38213E-05,-0.556315,-0.830971,-8.55472E-05],[-1,0,0,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];
CONST robtarget p30:=[[614.51,-439.20,345.02],[8.75684E-05,-0.556328,-0.830963,-8.26334E-05],[-1,0,0,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];
VAR num x_pos :=0;
VAR num y_pos :=0;
PROC main()
AccSet 1, 1;
MoveL pHome, v200, fine, tool1;
WHILE TRUE DO
pick_plate;
ENDWHILE
ENDPROC
PROC grip_on()
PulseDO\PLength:=0.2,do00_gripon;
WaitDI di00_grip_on_sen,1;
ENDPROC
PROC grip_off()
PulseDO\PLength:=0.2,do01_gripoff;
WaitDI di01_grip_off_sen,1;
ENDPROC
PROC rout1()
MoveJ P20, v200, z50, tool1;
MoveJ Offs(p30,0,0,50),v200,z20,tool1;
MoveL p30, v30, fine, tool1;
grip_off;
MoveL Offs(p30,0,0,50), v100, z20, tool1;
MoveJ P20, v200, z50, tool1;
ENDPROC
PROC pick_plate()
x_pos := 0;
y_pos := 0;
FOR ct2 FROM 1 TO 2 DO
FOR ct1 FROM 1 TO 3 DO
MoveJ Offs(p10,x_pos,y_pos,100),v200,z30,tool1;
MoveL Offs(p10,x_pos,y_pos,0), v30, fine, tool1;
grip_on;
MoveL Offs(p10,x_pos,y_pos,100), v100, z30, tool1;
rout1;
x_pos := x_pos+110;
ENDFOR
x_pos := 0;
y_pos := y_pos-110;
ENDFOR
ENDPROC
ENDMODULE
매거진에 공작물 없을 때 로봇이 공작물 6개 투입하도록 RAPID 및 PLC 수정
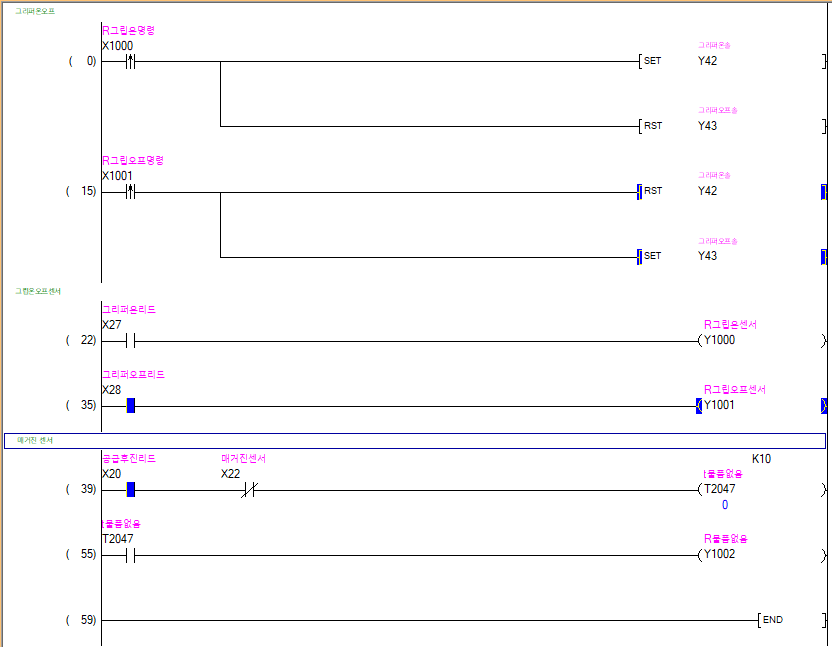
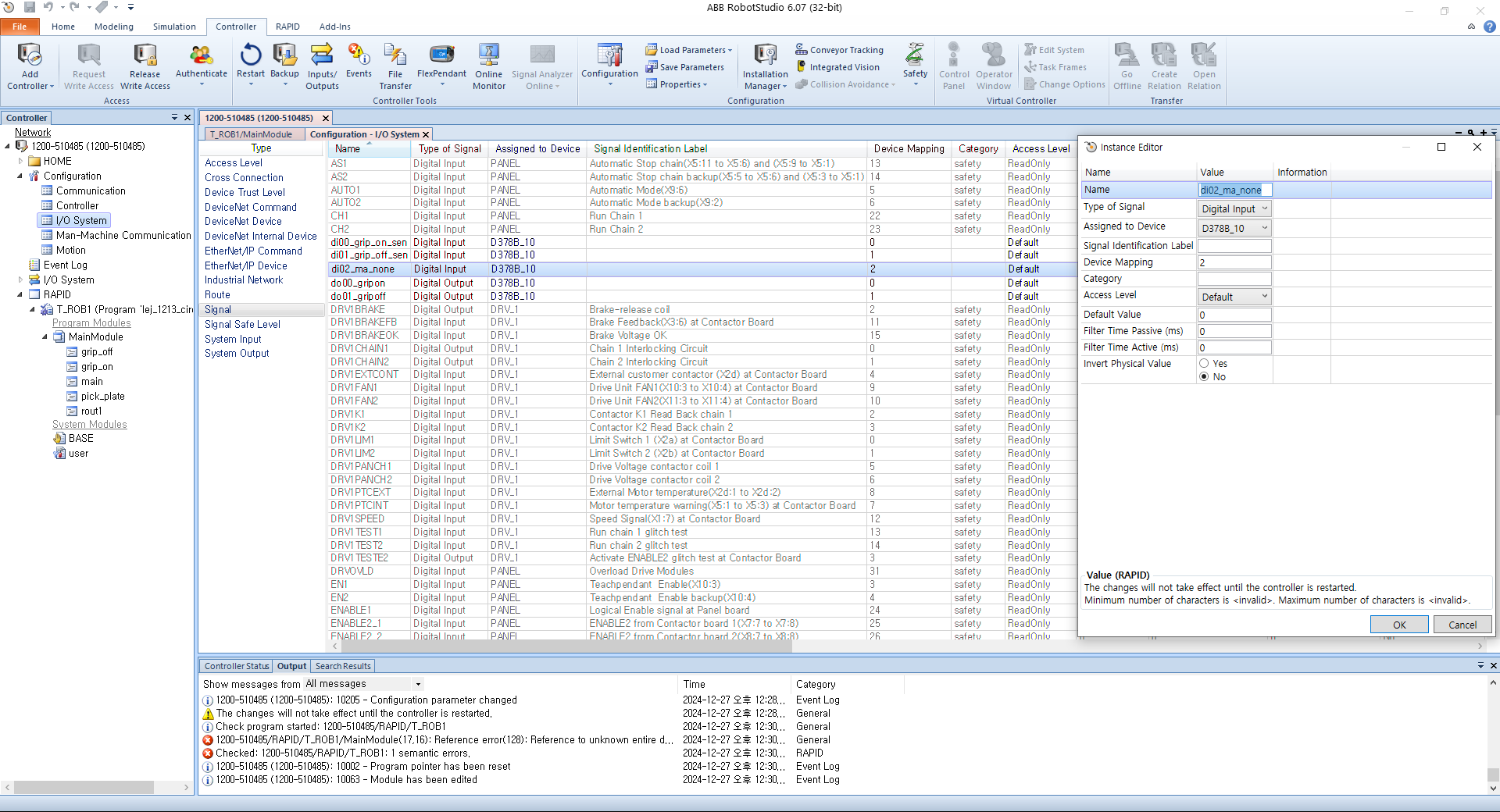
WHILE TRUE DO
IF di02_ma_none = 1 THEN
pick_plate;
ENDIF
ENDWHILE
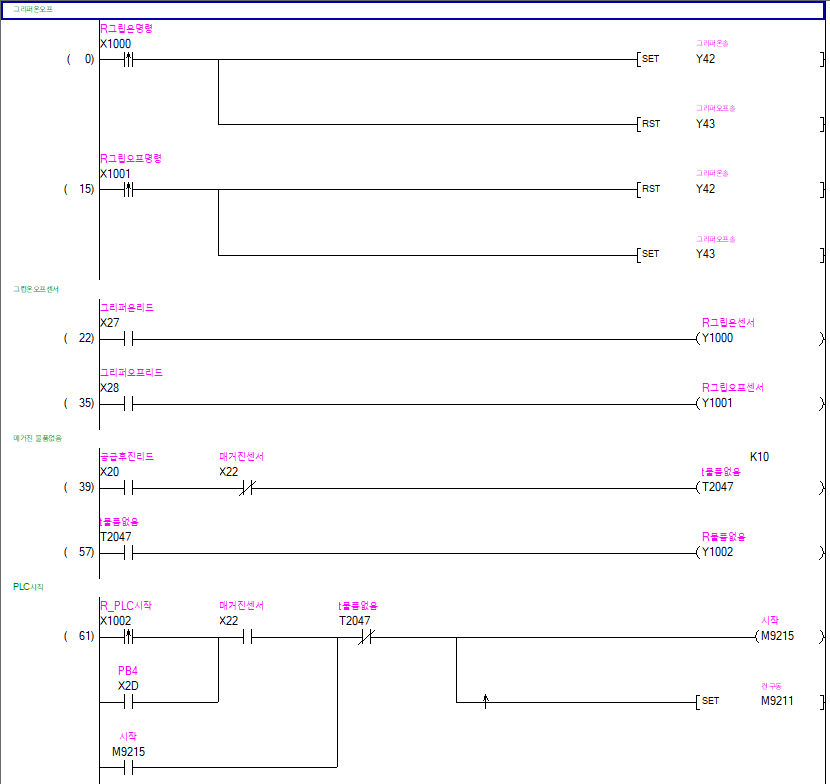
Robot IO 할당

Digital Output은 X1000 ~
Digital Input은 Y1000 ~
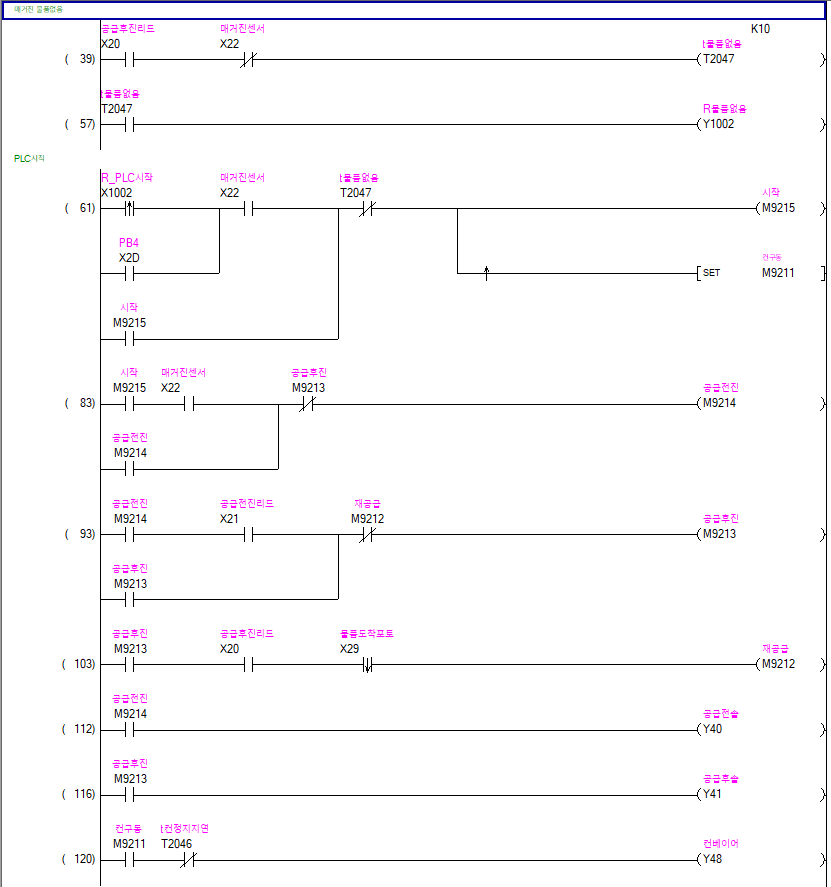
문제1
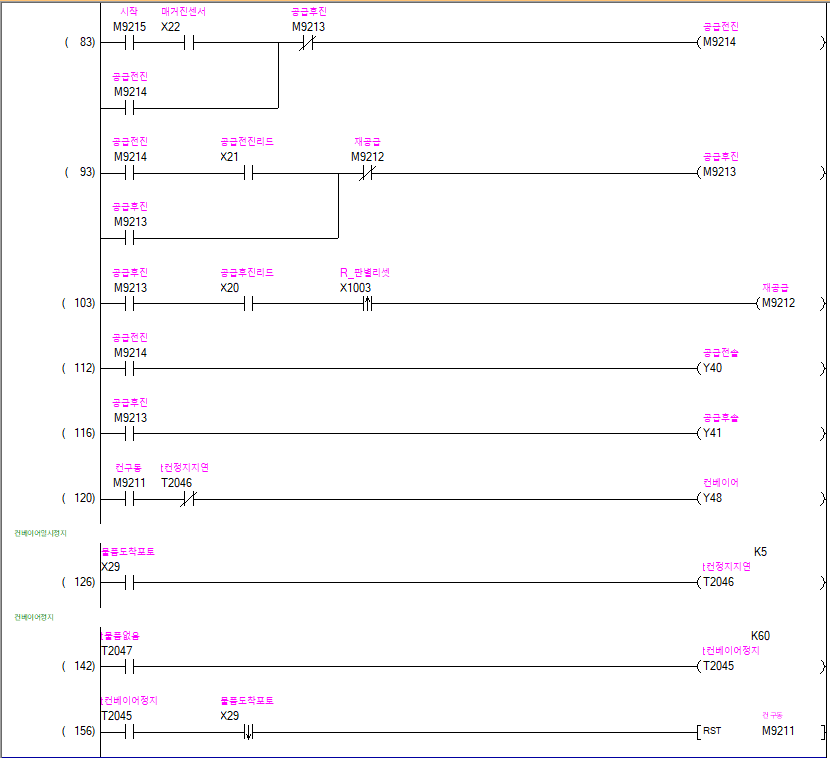
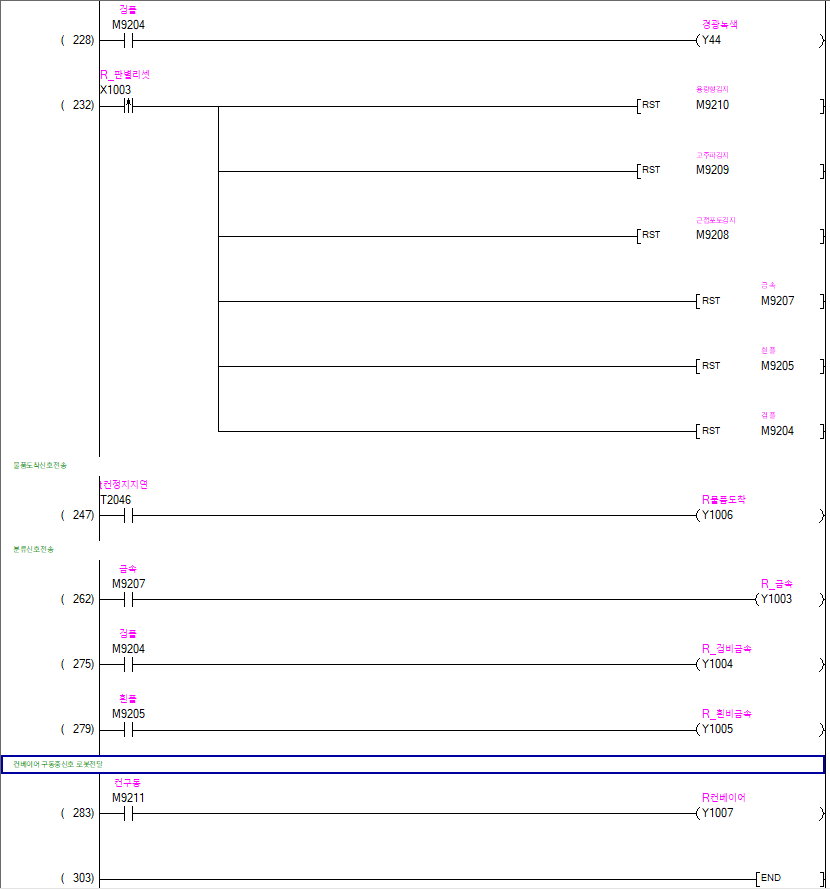
로봇이 6개의 공작물을 매거진에 투입하면 PLC에 시작 신호를 보내
컨베이어로 공작물을 이송하는 PLC 프로그램
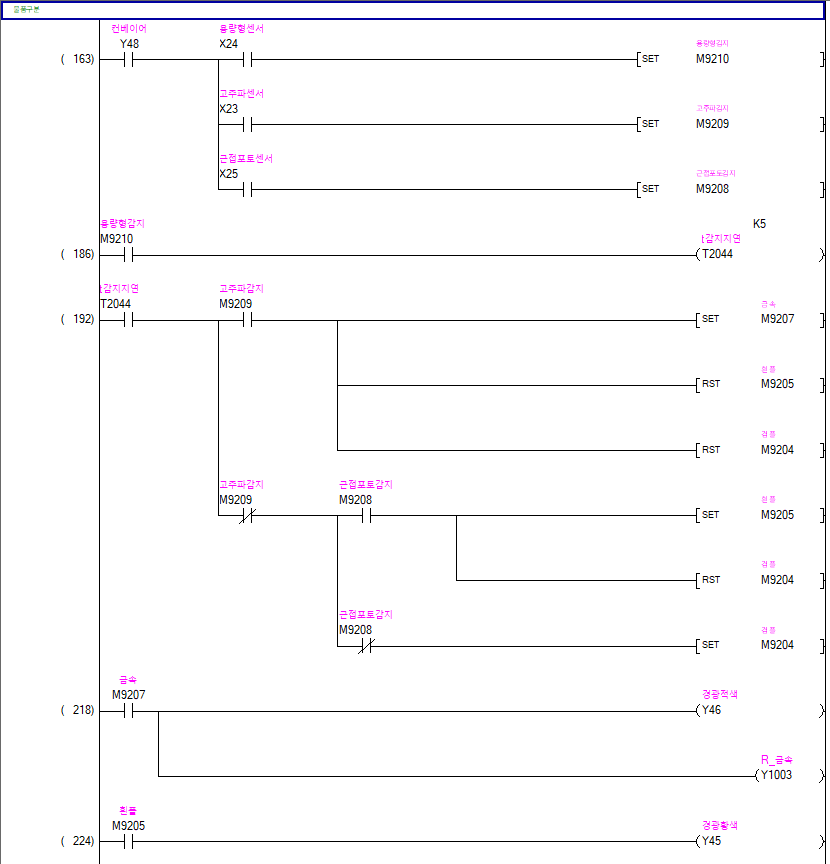
이송된 공작물을 센서3개 (용량형, 고주파, 근접포토)를 이용하여
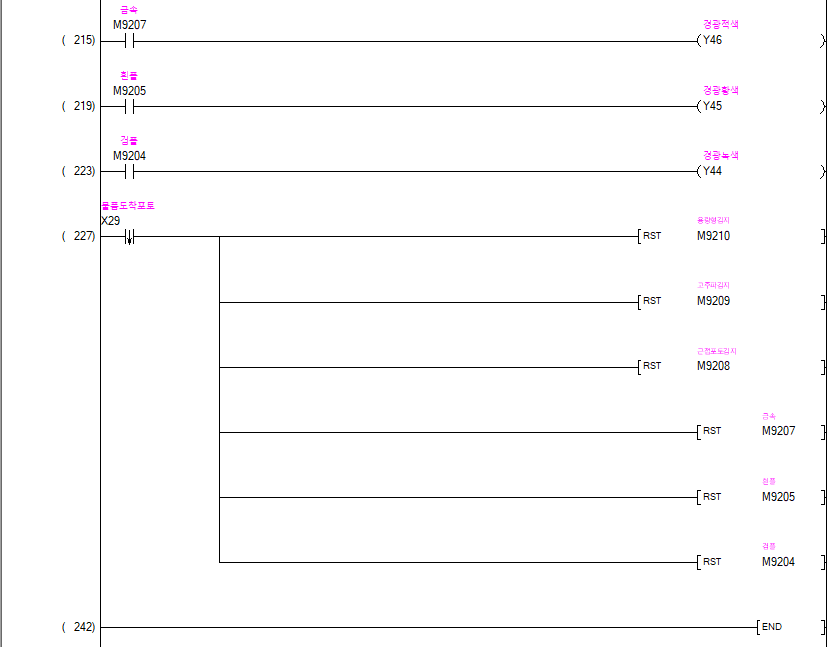
금속인 경우 적색경광,
흰색 플라스틱인 경우 황색경광,
검정 플라스틱인 경우 녹색 경광 등을 점등
MODULE MainModule
CONST robtarget pHome:=[[329.55,-26.08,334.47],[0.000108947,-0.556346,-0.830951,-8.14346E-05],[-1,0,0,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];
CONST robtarget p10:=[[-34.68,-441.11,5.73],[1.84964E-05,-0.650831,-0.759223,-2.51296E-05],[-2,0,-1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];
CONST robtarget p20:=[[476.85,-432.45,413.36],[4.38213E-05,-0.556315,-0.830971,-8.55472E-05],[-1,0,0,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];
CONST robtarget p30:=[[616.13,-459.90,332.39],[2.28305E-06,-0.326002,-0.945369,-9.10512E-07],[-1,0,0,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];
VAR num x_pos :=0;
VAR num y_pos :=0;
PROC main()
AccSet 1, 1;
MoveL pHome, v200, fine, tool2_ej;
WHILE TRUE DO
IF di02_ma_none = 1 THEN
pick_plate;
PulseDO\PLength:=0.2,do02_plcstart;
ENDIF
ENDWHILE
ENDPROC
PROC grip_on()
PulseDO\PLength:=0.2,do00_gripon;
WaitDI di00_grip_on_sen,1;
ENDPROC
PROC grip_off()
PulseDO\PLength:=0.2,do01_gripoff;
WaitDI di01_grip_off_sen,1;
ENDPROC
PROC rout1()
MoveJ P20, v200, z50, tool2_ej;
MoveJ Offs(p30,0,0,50),v200,z20,tool2_ej;
MoveL p30, v30, fine, tool2_ej;
grip_off;
MoveL Offs(p30,0,0,50), v100, z20, tool2_ej;
MoveJ P20, v200, z50, tool2_ej;
ENDPROC
PROC pick_plate()
x_pos := 0;
y_pos := 0;
FOR ct2 FROM 1 TO 2 DO
FOR ct1 FROM 1 TO 3 DO
MoveJ Offs(p10,x_pos,y_pos,100),v200,z30,tool2_ej;
MoveL Offs(p10,x_pos,y_pos,0), v30, fine, tool2_ej;
grip_on;
MoveL Offs(p10,x_pos,y_pos,100), v100, z30, tool2_ej;
rout1;
x_pos := x_pos+110;
ENDFOR
x_pos := 0;
y_pos := y_pos-110;
ENDFOR
ENDPROC
ENDMODULE
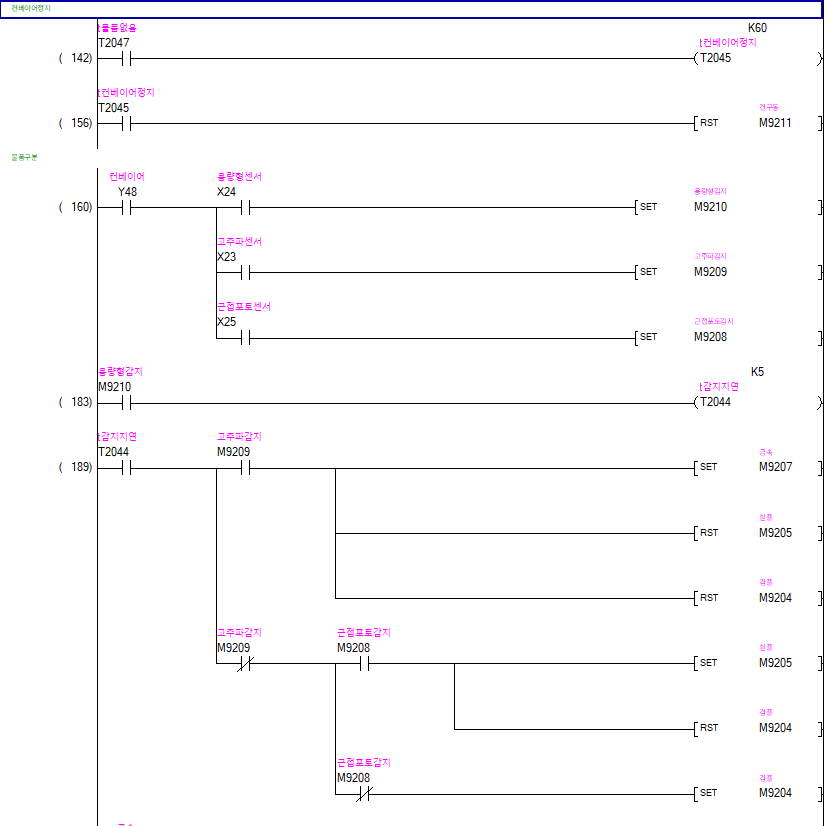
문제2
문제1에 이어서 6개 공작물이 매거진에 찼을 때
컨베이어가 구동하여 이송된 공작물을 하나씩 집어서
금속, 흰색 플라스틱, 검정 플라스틱 각각의 통에 넣기
MODULE MainModule
CONST robtarget pHome:=[[329.55,-26.08,334.47],[0.000108947,-0.556346,-0.830951,-8.14346E-05],[-1,0,0,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];
CONST robtarget pHome2:=[[491.93,-26.07,230.36],[0.000135218,-0.556332,-0.83096,-5.93678E-05],[-1,0,0,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];
CONST robtarget p10:=[[-34.68,-441.11,5.73],[1.84964E-05,-0.650831,-0.759223,-2.51296E-05],[-2,0,-1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];
CONST robtarget p20:=[[476.85,-432.45,413.36],[4.38213E-05,-0.556315,-0.830971,-8.55472E-05],[-1,0,0,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];
CONST robtarget p30:=[[616.13,-459.90,332.39],[2.28305E-06,-0.326002,-0.945369,-9.10512E-07],[-1,0,0,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];
CONST robtarget con_end:=[[618.31,-14.78,131.03],[7.02875E-06,0.103828,-0.994595,2.62461E-08],[-1,-1,-1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];
CONST robtarget metal_box:=[[394.80,326.41,102.30],[2.7142E-05,0.103895,-0.994588,-2.8837E-05],[0,0,0,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];
CONST robtarget b_p_box:=[[394.84,426.36,102.29],[7.57723E-06,0.103902,-0.994588,-4.6509E-05],[0,0,0,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];
CONST robtarget w_p_box:=[[394.86,542.55,102.27],[5.74707E-06,-0.10393,0.994585,6.29787E-05],[0,0,0,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9E+09]];
VAR num x_pos :=0;
VAR num y_pos :=0;
PROC main()
AccSet 1, 1;
MoveL pHome, v200, fine, tool2_ej;
WHILE TRUE DO
IF di02_ma_none = 1 AND di07_running=0 THEN
pick_plate;
PulseDO\PLength:=0.2,do02_plcstart;
ENDIF
IF di06_arrive = 1 THEN
con_end_proc;
IF di03_metal = 1 THEN
PulseDO\PLength:=0.2,do03_reset_jedg;
metal_proc;
ELSEIF di04_plastic_black = 1 THEN
PulseDO\PLength:=0.2,do03_reset_jedg;
b_p_proc;
ELSEIF di05_plastic_white = 1 THEN
PulseDO\PLength:=0.2,do03_reset_jedg;
w_p_proc;
ENDIF
MoveJ pHome2, v200, fine, tool2_ej;
ENDIF
ENDWHILE
ENDPROC
PROC metal_proc()
MoveJ Offs(metal_box,0,0,60), v200, z30, tool2_ej;
MoveL metal_box, v30, fine, tool2_ej;
grip_off;
MoveL metal_box, v100, z30, tool2_ej;
ENDPROC
PROC b_p_proc()
MoveJ Offs(b_p_box,0,0,60), v200, z30, tool2_ej;
MoveL b_p_box, v30, fine, tool2_ej;
grip_off;
MoveL b_p_box, v100, z30, tool2_ej;
ENDPROC
PROC w_p_proc()
MoveJ Offs(w_p_box,0,0,60), v200, z30, tool2_ej;
MoveL w_p_box, v30, fine, tool2_ej;
grip_off;
MoveL w_p_box, v100, z30, tool2_ej;
ENDPROC
PROC con_end_proc()
MoveJ Offs(con_end,0,0,60), v200, z30, tool2_ej;
MoveL con_end, v30, fine, tool2_ej;
grip_on;
MoveL Offs(con_end,0,0,60), v100, z30, tool2_ej;
ENDPROC
PROC grip_on()
PulseDO\PLength:=0.2,do00_gripon;
WaitDI di00_grip_on_sen,1;
ENDPROC
PROC grip_off()
PulseDO\PLength:=0.2,do01_gripoff;
WaitDI di01_grip_off_sen,1;
ENDPROC
PROC rout1()
MoveJ P20, v200, z50, tool2_ej;
MoveJ Offs(p30,0,0,50),v200,z20,tool2_ej;
MoveL p30, v30, fine, tool2_ej;
grip_off;
MoveL Offs(p30,0,0,50), v100, z20, tool2_ej;
MoveJ P20, v200, z50, tool2_ej;
ENDPROC
PROC pick_plate()
x_pos := 0;
y_pos := 0;
FOR ct2 FROM 1 TO 2 DO
FOR ct1 FROM 1 TO 3 DO
MoveJ Offs(p10,x_pos,y_pos,100),v200,z30,tool2_ej;
MoveL Offs(p10,x_pos,y_pos,0), v30, fine, tool2_ej;
grip_on;
MoveL Offs(p10,x_pos,y_pos,100), v100, z30, tool2_ej;
rout1;
x_pos := x_pos+110;
ENDFOR
x_pos := 0;
y_pos := y_pos-110;
ENDFOR
ENDPROC
ENDMODULE
Comments